

-李木.jpg "Lignum-3-高碳鋼三德刀(HRC60)-李木")
高碳鋼 LIGNUM 3 三德主廚刀
NT$ 6300
風車牌日系刀具的高級主廚刀,硬度高達 HRC 60,刀長17公分,適用於大多數食材,是廚房中功能性最強的刀具。
請務必於砧板上使用,並避免切砍骨頭。
庫存只剩 2
描述
LIGNUM 3 以超高碳鋼、全龍骨一體成形(Full-tang)打造而成,碳含量至少1%,硬度高達 HRC 60,遠高於多數風車牌刀具的硬度(不鏽鋼 HRC 53,高碳鋼HRC 57~58 ),讓 LIGNUM 3 遠比一般市售刀具堅硬、銳利、且持久,適合專業廚師和重視廚具品質的家庭使用。
三德刀(三德包丁)改良自日本業務用的牛刀,除了保有牛刀廣泛的功能以外,刀身通常較牛刀輕短,一般家庭主婦也能輕鬆駕馭,是日式洋包丁中最常見的家用菜刀。
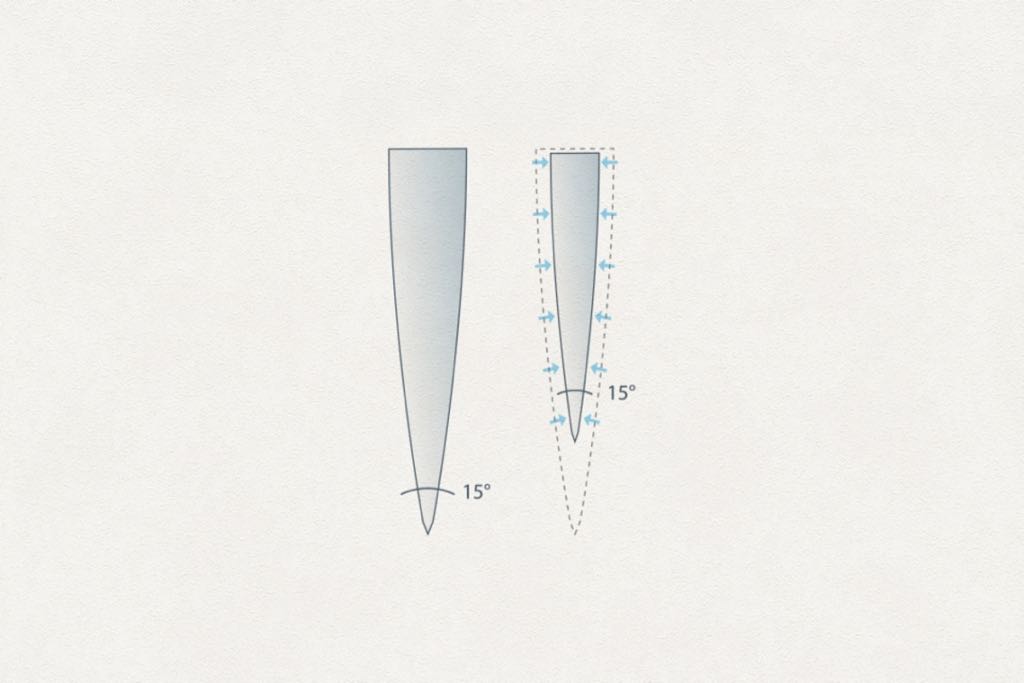
風車牌的「索林根極薄砂磨法」讓他們的三德菜刀擁有其他德國刀廠難以達成的的15°刀鋒夾角,除了刀型適合用於東亞料理之外,銳利度也直逼高端日系刀廠。
「三德」意指能處理肉、魚、和蔬菜等三種不同類型的食材,用途非常廣泛,適合一般家庭或初學做菜的場合使用;如果預計只想買一把家用廚刀,那麼三德刀絕對是西式主廚刀之外最好的選擇。
高碳鋼
餐廚刀的原料在近百年來多半被不鏽鋼取代;然而,在頂級廚刀的領域中,高碳鋼廚刀仍廣受名廚喜愛。
在鋼-鉻合金的不鏽鋼問世前,高碳鋼(鑄鐵)已是一門發展四千年的技術,印度地區在西元前六世紀開始利用季風控制鑄鐵碳含量,生產性質優異的烏茲鋼(大馬士革鋼),到了1856年,為了滿足建造鐵軌的大量需求,英國發名家 Henry Bessemer 發現工業化生產高品質高碳鋼的方法,讓高碳鋼大量普及。
美國鋼鐵協會(AISI)的分類法中,高碳鋼需含有0.6~1%的碳,這些碳含量讓高碳鋼刀具有以下不鏽鋼無法取代的優點:
- 【鋒利度】鋼材硬度遠高於不鏽鋼,讓高碳鋼刀具能被研磨的更薄、更銳利。
- 【持久度】堅硬的鋼材意味著刀鋒的銳利度能持續更久,不需經常磨刀。
- 【好保養】高碳鋼相當好磨,平日保養只需在磨刀棒上左右各劃2下即可。
- 【自體研磨】無毒的氧化鐵在使用過程中會緩慢脫落、產生微侵蝕的效果,讓刀面隨著日常使用自體研磨,即使經過多年使用,刀鋒角度仍能維持完美的15°。
由於高碳鋼的優點眾多,即使市場對高碳鋼刀具的需求逐年下降,多數世界級大廠仍保有高碳鋼刀具的產線。另外,為了克服高碳鋼易氧化的缺點,索林根地區在千年的製刀文化中發展出多種精緻拋光技術,弭平容易殘留蔬果汁液的刀面細紋,讓刀具生鏽的問題能有效減少。
高碳鋼易與乳酸和果酸(如優格、番茄、檸檬)反應,釋出些微鐵質影響口感,因此不適合用來做水果刀。因為高碳鋼無法防鏽,刀面在使用後會產生鏽斑,鏽斑主要成分為氧和鐵質,對人體不會造成傷害。
基本上,定期使用中的高碳鋼刀不需要上油保養,我們建議讓高碳鋼刀的刀身佈滿青色的鏽斑。有兩個原因讓這樣的作法在歐洲相當盛行,第一個原因是美感的考量,歐洲人常將鋼、銅器上的斑紋(patina)視為充滿時間感的印記,因此大多不會把鏽斑磨去,有時甚至會可以加強腐蝕(force patina)來強化鏽斑,讓刀具看來更有味道;第二個原因是功能性的考量,鏽斑除了可以保護刀身、減緩侵蝕,也可以避免過多鐵質釋入食材,一把養好的高碳鋼刀絕對會讓人愛不釋手,是我們最推薦的刀款。高碳鋼刀具需要簡單的照顧,請參考保養須知。

風車牌刀具的鋼材
#高碳鋼
風車牌以生產高碳鋼刀具起家,大多數刀款皆有高碳鋼版本,這些高碳鋼刀款以 C80W2 打造,碳含量約占鋼材重量的 0.8%,硬度為HRC 57~58.5。風車牌已經使用 C80W2 製刀超過50年,C80W2 添加了 9 種微量元素來加強鋼材性質,是非常傑出、可靠的材質。
風車牌的頂級日式廚刀 K 系列和高碳鋼三德刀 LIGNUM 3 以 1.2519 打造,鋼材碳含量高達每單位鋼材重量的1.1%,經過熱處理後,硬度設定在 HRC 60 ~ HRC 61.5。
德式鍛造廚刀 1922全系列以 C75 打造,刀身以模具鍛造法生產,材料性質因此得以大幅提升。C75 是使用了近百年的鋼材,即使 C75 的成份相當單純,經過我們繁複的工法後,硬度一樣高達 HRC 60,是經過歷史洗禮的可靠鋼材。
#不鏽鋼
不鏽鋼雖然不如高碳鋼好用,但可以防止鏽斑產生。風車牌多數的不鏽鋼刀以 1.4116 打造,碳含量約0.5%,並以熱處理技術硬化到 HRC 55~57,讓刀鋒可以兼顧鋒利度和強度,較容易保養、且不容易崩口,是大部分德國大廠(雙人牌、三叉牌)的標準用料,適合大多數家庭使用。
為克服不鏽鋼切割性能稍弱的缺點,風車牌在本世紀初推出結合高碳鋼與不鏽鋼材質的新刀款:頂級日式廚刀 K 系列。K系列使用的高碳不鏽鋼合金為 1.4037 鋼 (X 65Cr13)含有防鏽的鉻13.5%,以及硬化鋼材的碳0.65%。高碳不鏽鋼的刀身硬度高達 HRC 60,硬度遠高於一般高碳鋼(一般高碳鋼僅有 HRC 57/58),能兼具基本的防鏽能力與高超的切割手感。
#日本鋼
日本和德國一樣是刀具大國,風車牌自 1990 年代末期開始與日本名刀匠(加茂詞朗和日野浦司)密切交流,以 VG10、白紙二號鋼和 410 不鏽鋼為基礎,共同開發出數款超高品質不鏽鋼日式廚刀(硬度最高可達到 HRC 62)。這些刀款相當銳利,不過在保養上需要在技術和器材上多花點心思。
關於風車牌刀具
德國中西部的索林根市(Solingen)集森林、水力、煤鐵、砥石、與鐵匠工藝傳統於一身,在中古世紀時期開始為歐洲大陸與不列顛群島提供高品質的刀劍。隨著刀劍需求逐漸式微,索林根眾多鐵匠將頂尖的製刀工藝移轉到餐廚刀的生產,讓索林根「世界刀城」的地位得以延續。風車牌刀具(Windmühlenmesser)延續了多項索林根特有的製刀工藝,全程德國手工生產,擁有國際大廠難以相比的工藝水準。
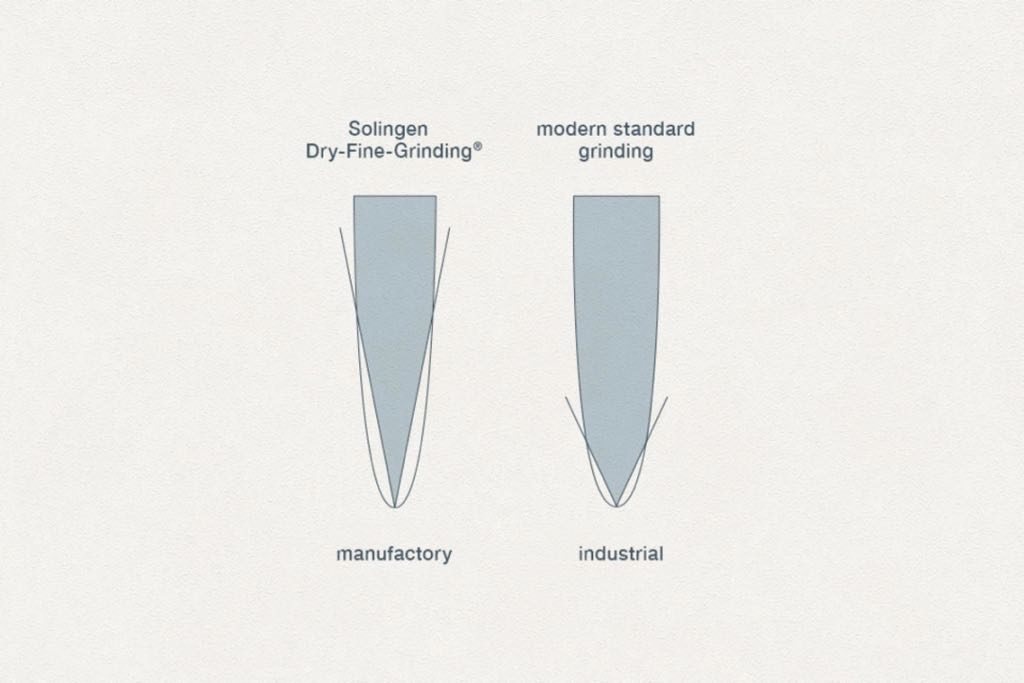
索林根「極薄砂磨法」(Solingen dry-fine grinding)
「極薄砂磨法」為索林根刀具享譽全球的核心工藝。經由「極薄砂磨法」打造的刀具皆有纖細的刀身,讓刀具擁有完美的鋒利度與切割性能;當刀鋒銳利度下降時,「極薄砂磨法」打造的刀具只需簡單修復即可輕易回到最佳狀態。
在工業自動化生產的浪潮下,製作難度高的「極薄砂磨法」幾乎在索林根絕跡。風車牌為極少數能掌握「極薄砂磨法」的德國刀廠。
楔形砂磨法(Kessel bulge grinding)
「楔形砂磨法」能將刀身橫切面製成兼顧鋒利度與穩定性的楔形,為風車牌的獨家技術。「楔形砂磨法」能維持刀背的硬挺,有效提升刀具切割穩定性。執行「楔形砂磨法」的工匠需要長年的訓練才能製出完美的楔形刀身。


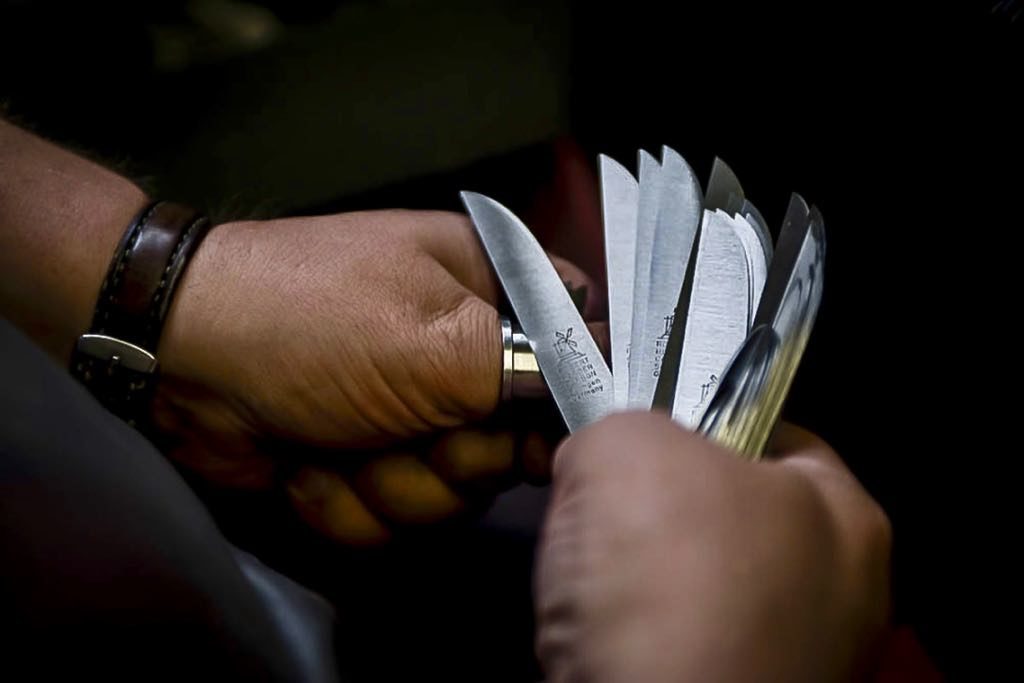
指環測試(Thumbnail test)
所有風車牌的刀具皆須經過兩次以上的指環測試。極薄砂磨法為高難度工法,失敗率較一般工業製程高;因此,所有風車牌刀具的刀鋒皆需以人工品管。
經驗豐富的磨刀匠會在鐵指環上輕壓刀鋒測試,完美的刀鋒在輕壓時會因鋼材的延展性微微彎曲;若彎曲程度過高,表示刀鋒過薄容易耗損,若刀鋒無法彎曲,表示刀身過厚、切割性能不良。
拋光
拋光為製刀最耗時的製程之一。刀具粗胚在砂磨後須經細拋光(fine-glaze)或精緻拋光(blue-glaze)來提升刀具的鋒利度,並賦予刀具細緻光滑的刀面。在不鏽鋼尚未普及的年代,拋光工藝的優劣決定了一把刀的價值:表面粗糙的刀具容易因為殘留食材汁液而生鏽;然而,即使到了不鏽鋼普及的年代,拋光得宜的刀具仍有減少刀身殘留氣味的功能。


風車牌以植物油、礦泥、與棉布輪對刀身進行細拋光,並以皮革輪針對精緻刀具進行精緻拋光。精拋工匠需要至少7年以上的細拋光經驗為基礎,加上3年以上的時間培養,才能有製造完美精拋刀身的能力;另外,只有風車牌的資深精拋匠才有資格對9寸以上的刀具進行拋光。經由精拋的刀身會呈現細緻且平行的紋路,且在強光下可以折射出七彩的光輝。


錨合刀柄
風車牌刀具的刀柄多由高品質的天然歐洲木材製成。天然木材擁有各種不同品種、紋路、肌理、採集時間、乾燥方式等變數,讓錨合木柄的工作遠較塑膠困難。經驗老到的錨合匠能針對不同性質的木材選擇適當的卯釘,並調整槌擊卯釘的角度與力道,讓溫潤多變的木柄與堅硬的刀身完美結合。

錨合後的木柄須經#180到#240號砂布輪打磨,弭平木材的粗糙切面和卯釘的接縫。打磨不良的木柄會改變刀柄的形狀,造成使用上的不便。風車牌刀具的木柄不以極細的砂紙砂磨:些微粗糙的刀柄能提供止滑的效果,增加使用上的穩定性。

開鋒
完成上述製程後需再次以指環測試刀鋒厚度,並以細緻的砂輪開鋒。開鋒不當將產生不規則的刀鋒並嚴重影響刀具的鋒利度;開鋒恰當的刀具將有對稱且銳利的刀鋒。所有開鋒後的刀具皆需以人工割紙來測試鋒利度。


相關文章:
刀身性質:



握把材質:





