
在製作精緻刀具的場合中,沒有任何機械手臂能比人類的雙手更敏銳靈巧。150年以來,風車牌每把刀身的原料皆來自德國索林根,而刀柄則來自歐洲珍貴木材或熱帶頂級硬木。每把風車牌刀具皆需經過67道人工工續才能出廠。
塑形與淬火
風車牌多數的刀具以壓制成型,高價位的日系刀具以雷射切割製成,而最頂級的刀款以鍛造生產。
塑形後的刀胚需經淬火與回火處理:刀胚需先加熱至930℃後以室溫礦物油急速冷卻,冷卻後的鋼材硬度將達HRC 65-67;淬火後的刀胚極硬且脆,需再以180℃回火後在保溫箱中降溫6小時,以增加鋼材延展性。恰當的淬火與回火能讓刀具硬度達到 HRC 57-61,同時保有優異的彈性。

索林根「極薄砂磨法」(Solingen dry-fine grinding)
「極薄砂磨法」為索林根刀具享譽全球的核心工藝。經由「極薄砂磨法」打造的刀具皆有纖細的刀身,讓刀具擁有完美的鋒利度與切割性能;當刀鋒銳利度下降時,「極薄砂磨法」打造的刀具只需簡單修復即可輕易回到最佳狀態。
在工業自動化生產的浪潮下,製作難度高的「極薄砂磨法」幾乎在索林根絕跡。風車牌為極少數能掌握「極薄砂磨法」的德國刀廠。

楔形砂磨法(Kessel bulge grinding)
「楔形砂磨法」能將刀身橫切面製成兼顧鋒利度與穩定性的楔形,為風車牌的獨家技術。「楔形砂磨法」能維持刀背的硬挺,有效提升刀具切割穩定性。執行「楔形砂磨法」的工匠需要長年的訓練才能製出完美的楔形刀身。


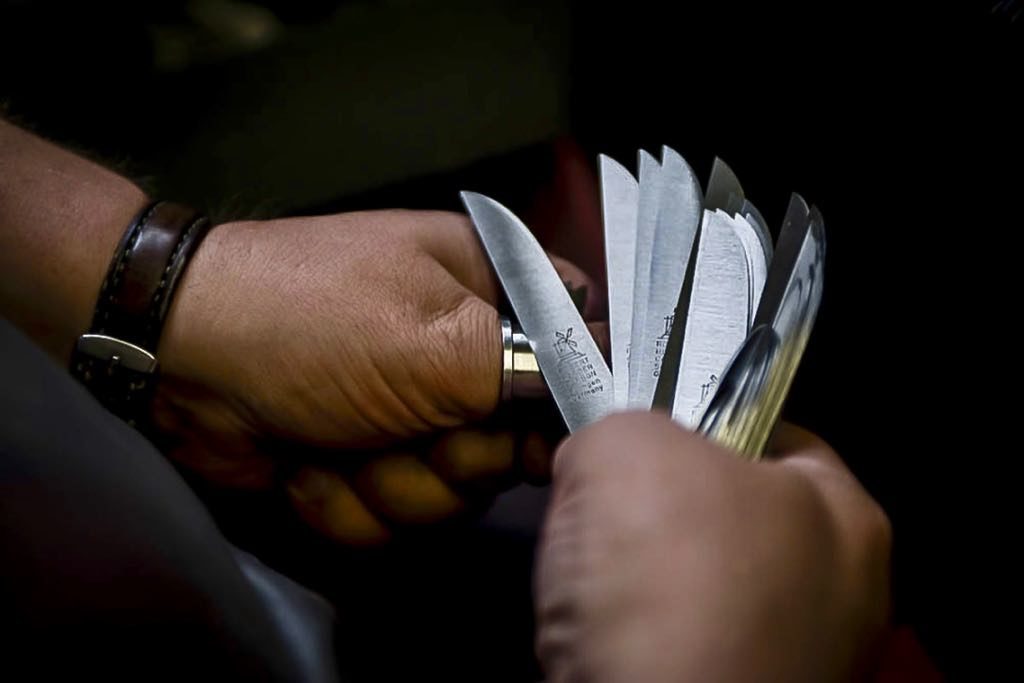
指環測試(Thumbnail test)
所有風車牌的刀具皆須經過兩次以上的指環測試。極薄砂磨法為高難度工法,失敗率較一般工業製程高;因此,所有風車牌刀具的刀鋒皆需以人工品管。
經驗豐富的磨刀匠會在鐵指環上輕壓刀鋒測試,完美的刀鋒在輕壓時會因鋼材的延展性微微彎曲;若彎曲程度過高,表示刀鋒過薄容易耗損,若刀鋒無法彎曲,表示刀身過厚、切割性能不良。
拋光
拋光為製刀最耗時的製程之一。刀具粗胚在砂磨後須經細拋光(fine-glaze)或精緻拋光(blue-glaze)來提升刀具的鋒利度,並賦予刀具細緻光滑的刀面。在不鏽鋼尚未普及的年代,拋光工藝的優劣決定了一把刀的價值:表面粗糙的刀具容易因為殘留食材汁液而生鏽;然而,即使到了不鏽鋼普及的年代,拋光得宜的刀具仍有減少刀身殘留氣味的功能。



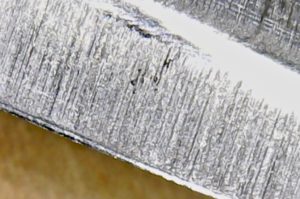
風車牌以植物油、礦泥、與棉布輪對刀身進行細拋光,並以皮革輪針對精緻刀具進行精緻拋光。精拋工匠需要至少7年以上的細拋光經驗為基礎,加上3年以上的時間培養,才能有製造完美精拋刀身的能力;另外,只有風車牌的資深精拋匠才有資格對9寸以上的刀具進行拋光。經由精拋的刀身會呈現細緻且平行的紋路,且在強光下可以折射出七彩的光輝。


錨合刀柄
風車牌刀具的刀柄多由高品質的天然歐洲木材製成。天然木材擁有各種不同品種、紋路、肌理、採集時間、乾燥方式等變數,讓錨合木柄的工作遠較塑膠困難。經驗老到的錨合匠能針對不同性質的木材選擇適當的卯釘,並調整槌擊卯釘的角度與力道,讓溫潤多變的木柄與堅硬的刀身完美結合。

錨合後的木柄須經#180到#240號砂布輪打磨,弭平木材的粗糙切面和卯釘的接縫。打磨不良的木柄會改變刀柄的形狀,造成使用上的不便。風車牌刀具的木柄不以極細的砂紙砂磨:些微粗糙的刀柄能提供止滑的效果,增加使用上的穩定性。

開鋒
完成上述製程後需再次以指環測試刀鋒厚度,並以細緻的砂輪開鋒。開鋒不當將產生不規則的刀鋒並嚴重影響刀具的鋒利度;開鋒恰當的刀具將有對稱且銳利的刀鋒。所有開鋒後的刀具皆需以人工割紙來測試鋒利度。

